
以下是:型材厂家资讯的产品参数选购型材厂家资讯来陇南市礼县找阔恒兴旺国际贸易有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:杨经理-18762195566,{QQ:1114015854},地址:[北辰区韩家墅钢材市场C区46号发货到甘肃省 陇南市 礼县、武都区、成县、康县、西和县、徽县、两当县]。 甘肃省,陇南市,礼县 礼县,隶属甘肃省陇南市,地处甘肃省东南部,陇南市北部,东邻天水秦州区、西和县,西接宕昌、岷县,南连陇南市武都区,北与武山、甘谷县接壤。全县面积4299.92平方千米。截至2020年11月1日零时,礼县常住人口424135人。
我们的型材厂家资讯视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。以下是:型材厂家资讯的图文介绍
陇南礼县阔恒兴旺国际贸易有限公司以“品质优先、交货及时、诚信合作、服务完善、共铜发展”的企业文化,愿与您和您的企业一同成长发展,共创美好明天。 感谢各界人士,广大客户给予的关心与支持,我司也将一如既往的以满怀热忱与真诚的态度期待与您的合作,竭诚为您提供完善服务,敬请垂询!期待与您共创双赢、共创辉煌! 我们以“品质优先、交货及时、诚信合作、服务完善、共同发展的企业文化,愿与您和您的企业- -同成长发展,共创美好明天。 感谢各界人士,广大客户给予的关心与支持,我司也将- -如既往的以满怀热忱与真诚的态度期待与您的合作,竭诚为您提供完善服务,敬请垂询!期待与您共创双赢、共创辉煌。
工艺参数对气割的质量影响很大,常见的气割断面缺陷与工艺参数的关系如下所示:气割表面缺陷和原因分析缺陷类型产生原因图示说明切割面粗糙a、切割氧压力过高b、割嘴选用不当c、切割速度太快d、预热火焰能量过大切割面缺口a、切割过程中断,重新起割衔接不好b、钢板表面有厚的氧化皮、铁锈等c、切割机行走不平。直条切割时应注意各个切割割嘴的火焰强弱应一致,否则易产生旁弯。4.热切割质量控制4.1切割过程中,应随时注意观察影响切割质量的因素,保证切割的连续性。5.2气割完毕后,应在切割件上注明工程名称、零件编号及所属班组。
切割后零件的外观质量应作为常规项目进行检查,如切割后零件的外形尺寸、断面光洁度、槽沟、断口垂直度、坡口角度、钝边高度、局部缺口、毛刺和残留氧化物;气割后零件的允许偏差如下表所示:气割的允许偏差项目允许偏差备注零件宽度,长度±2.0手工、半自动、直条±1.0数控切割切割面平面度0.05T,且不大。主材切割完毕后,应进行标识,内容包括:工程名称、构件编号、构件规格、构件材质及所属钢板的炉批号火焰切割火焰切割设备的成本低并且是切割厚金属板经济有效的手段,但是在薄板切割方面有其不足之处。与等离子比较起来,火焰切割的热影响区要大许多,热变形比较大。
为了切割准确有效,操作人员需要拥有高超技术才能在切割过程中及时回避金属板的热变形。激光切割激光切割设备可切割4mm以下的不锈钢,在激光束中加氧气可切割20mm厚的碳钢,但加氧切割后会在切割面形成薄薄的氧化膜。切割的大厚度可增加到20mm,但切割部件的尺寸误差较大。激光切割设备的价格相当贵,约150万元以上。线切割电火花线切割简称线切割。它是在电火花穿孔、成形加工的基础上发展起来的。它不仅使电火花加工的应用得到了发展,而且某些方面已取代了电火花穿孔、成形加工。
如今,线切割机床已占电火花机床的大半。剪板机剪板机是借于运动的上刀片和固定的下刀片,采用合理的刀片间隙,对各种厚度的金属板材施加剪切力,使板材按所需要的尺寸断裂分离。剪板机属于锻压机械中的一种,主要作用就是金属加工行业。超高压水切割超高压水切割又称水刀和水射流,它是将普通的水经过多级增压后所产生的高能量(380MPa)水流,再通过一个极细的红宝石喷嘴(Φ0.1-0.35mm),以每秒近千米的速度喷射切割,这种切割方式称为超高压水切割。
轴承钢:GCr15液压钢:27SiMn锅炉板:20g16mng19mn615crmog12cr1movg容器板:Q245R、Q345R、16MnDR、20R、15crmor、12cr1movr、09mnnidr桥梁板:q235qc、q345qc、16mnq簧钢:65Mn、60Si2Mn、60Si2。低合金钢:Q345A、Q345B、Q345C、Q345D、Q345E、船板:九国认证a/b/c/d、ah32/36、dh32/36、eh32/36合金钢:20Cr、40Cr、42CrMo、40CrMo、35CrMo、30CrMo、12Cr1MoV、15CrMo、锰钢:65Mn、60Mn、50Mn、4。
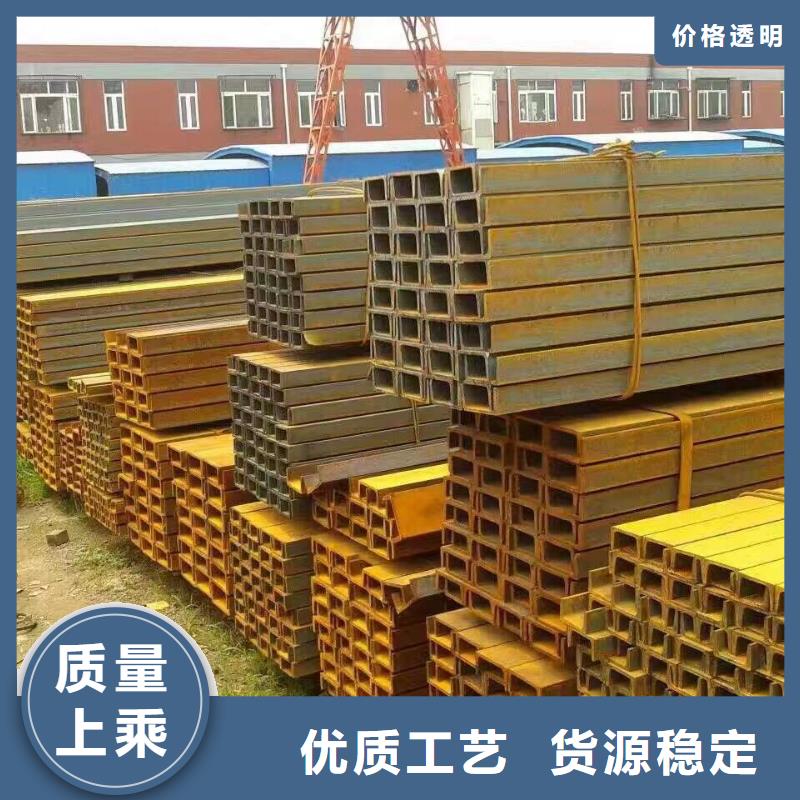
(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度H在700mm以上的产品称为大号、300~700mm的称为中号,小于300mm的称为小号。至1990年末,上大的H型钢腹板高度1200mm,翼缘宽度为530mm。上,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,中国、日本、德国和等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。
尽管各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公差相差不大。H型钢可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易保证产品性能均匀、尺寸规格受限制等缺点。因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。
由于仅用轧机尚不能对翼缘边端施以压下,这样就需要在机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次(图2a),或者是令轧件通过由几架机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。为修正成品翼缘的倾角,设置成品轧机,又叫精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状.用轧机轧制H型钢,轧件断面可得到较均匀的延伸,翼缘内外侧轧辊表面的速度差较小,可减轻产品的内应力及外形上的缺陷。
在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。适当改变轧机的水平辊和立辊的压下量,便能获得不同规格的H型钢。轧机的轧辊外形,形状简单,寿命长,轧辊的消耗可大为减少。轧机轧制H型钢的大优点是:同一尺寸系列只有腹板和翼缘的厚度尺寸是变化的,其余部位尺寸都是固定不变的。因此,同一孔型轧制的同一系列H型钢具有多种腹板和翼缘厚度尺寸规格,使H型钢规格数量大为增加,为使用者选择合适的尺寸规格带来极大的方便。
联系人:杨经理,电话:18762195566,阔恒兴旺国际贸易有限公司在陇南市礼县本地专业从事型材厂家资讯,陇南市礼县各个县市以及周边城市均可提供送货上门服务!








